產(chǎn)品根據(jù)不同牌號分別采用優(yōu)質(zhì)高鋁磯土���、剛玉�����、碳化硅等各種人工合成材料做主材,并配以多種外加劑和高效減水劑�、流動劑等。從而提高了材料流動性能�����。其主要特點是在不增加用水量的情況下,僅僅依靠材料本身的自重和位能差的推動產(chǎn)生流動,在不振動的狀態(tài)下,能夠在夾縫和不能振搗的地方施工,具有十分好的施工質(zhì)量性,主要用于CFB及其它熱工設(shè)備襯里較難施工�����、嚴重沖刷磨損的部位�����。
耐火澆注料在使用過程中應(yīng)注意以下四個關(guān)鍵環(huán)節(jié)���,即拌合�、澆注���、養(yǎng)護����、烘烤。其中任何一個環(huán)節(jié)出現(xiàn)問題���,都可能會導(dǎo)致產(chǎn)品性能下降或使用失效���。
1、拌合
拌合分為機械拌合和人工拌合�。目前行業(yè)內(nèi)均采用強制式或砂漿攪拌機拌料,不使用人工拌合��。設(shè)備和工具:強制式或砂漿攪拌機��、水桶�����、磅秤����、振動棒��、工具锨���、手推車等��。
施工用水量以該批次產(chǎn)品質(zhì)檢單表明的用水量為標準�����,嚴格按照標準執(zhí)行����,做到準確計量。
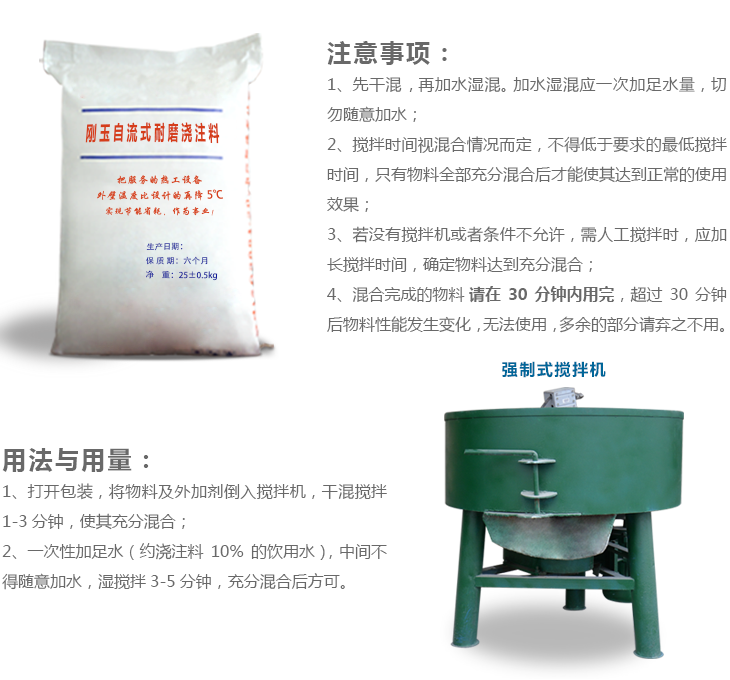
拌合:先干拌后濕拌�����。以先大袋后小袋的順序����,將散狀料投放到攪拌機中干拌1-3min,使之拌合均勻���。每次拌合的重量根據(jù)機械和施工量來確定;根據(jù)料重按規(guī)定的用水量準確稱出每次拌合所需用水�����,加入到已拌合均勻的干料中��,充分攪拌��。時間不少于3min�����,使之具有適宜的流動性��,方可出料供澆注使用����。
注意事項:①施工過程所用的工具如攪拌器、水桶���、工具鍬等需預(yù)先清理干凈��,不得混入石灰�、砂礫��、硅酸鹽水泥等其它雜物�。②拌合時用水必須是清潔的自來水����。在可振動出漿的情況下��,盡量少用水��,已達到較好的施工效果���。③每次拌合量不易過多,應(yīng)根據(jù)攪拌機的種類型號而定��,否則會造成攪拌機卡滯�,停轉(zhuǎn)。澆筑剩余的已凝結(jié)的塊料不能加水再次拌合使用�。
2、澆筑
澆筑料施工前必須檢查錨固件是否焊牢�����,500℃以上部位要采用耐熱抓釘���。錨固件表面應(yīng)涂以0.5-1mm厚的油漆或用塑料帶包裹�����,以緩沖受熱后的膨脹力���,并將模具內(nèi)雜物清除���。
新拌合好的澆注料應(yīng)迅速進行澆注,一般應(yīng)在20min以內(nèi)澆注完畢�����。將拌合好的澆注料倒入模具內(nèi)��,并及時用振動棒插入振搗�,振搗要均勻。待澆注料表面翻漿有氣泡排出��,表面呈漿狀時在移動振動棒���,移動速度為1-2m/min�����,拔出振動棒時速度要慢�����。
澆注完畢后未凝固之前�����,現(xiàn)場溫度必須保持在10℃以上(10-30℃)�����,現(xiàn)場溫度低于10℃��,須采取相應(yīng)的升溫保暖措施�����,否則會造成緩凝��,導(dǎo)致產(chǎn)品性能下降��。
注意事項:①震動后的澆注料表面宜保持自然���,不宜用工具抹光,更不允許在表面撒水泥細粉抹光����。②振動棒要有備用,以免在振動棒出現(xiàn)故障時�,備用棒能及時啟用。③施工完畢后,施工體24h內(nèi)�,特別是澆注料在硬化之前,嚴禁挪動�����、震動或搗打��,否則�,澆筑體會產(chǎn)生裂紋甚至完全破壞。④澆注料應(yīng)連續(xù)施工�����,因各種原因不能連續(xù)施工時����,可留施工縫,并且留在膨脹縫處����,否則施工縫做成麻面,即在澆注料上劃深10mm�����,寬20mm左右的十字溝,間距100mm左右�����。
3�����、養(yǎng)護
主要使用工具是聚乙烯塑料薄膜�,草袋等��。環(huán)境溫度要求與控制:澆注體的養(yǎng)護溫度在15-35℃之間為宜����,超出此溫度區(qū)間,應(yīng)采取相應(yīng)的升溫或降溫措施�,否則會造成產(chǎn)品使用性能下降。
澆注料硬化后�,需立即用聚乙烯塑料薄膜覆蓋住施工體表面,上面再加蓋濕草袋����,以防止水分蒸發(fā),促使水泥活化����。硬化后�����,一天內(nèi)禁止敲打��、震動�����,根據(jù)硬化情況����,一般硬化24-30h后可以脫模�。
脫模后,據(jù)需養(yǎng)護兩日����,養(yǎng)護時繼續(xù)加蓋聚乙烯塑料薄膜和濕草袋。養(yǎng)護三日后����,揭去塑料薄膜和草袋。使硬化體在空氣中自然干燥一天�,即可烘烤��。
4�����、烘烤
烘烤是澆注料使用的最后一個關(guān)鍵環(huán)節(jié)����,由于澆注體比較致密���,因此在烘烤時需絕對禁止升溫過快,否則會造成崩裂事故�。